Page 4 Section 6 Scheduled Maintenance
MSD 7R SHEARS
LOWER SHEAR BUILD UP
AND HARDSURFACING
All piercing tip and lower piercing area maintenance
from Section 4 must be performed before any lower
shear build-up and hardsurfacing is done.
It is absolutely necessary that the lower portion of
the shear be maintained routinely using the follow-
ing process.
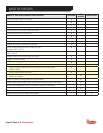
1. Place the shear in a horizontal position and block
it up about 18” high, or preferred working height.
Use straight edges or a the lower profile template
supplied by LaBounty to determine how much build-
up is required on the nose plate (figure 6-5). Use a
square or straight edges, as on the upper shear, to
determine build-up requirements on the top side of
the lower shear.
2. Clean all dirt and grease from area to be built-up.
3. Remove any existing hardsurface material down
to base metal by grinding.
4. Preheat the area to be built up and the surround-
ing area to 300- 400ºF (150-200ºC). Use melt stick
to test area frequently, as overheating can harm the
shear (maximum 450ºF / 230ºC). Temperature/melt
sticks are available from LaBounty.
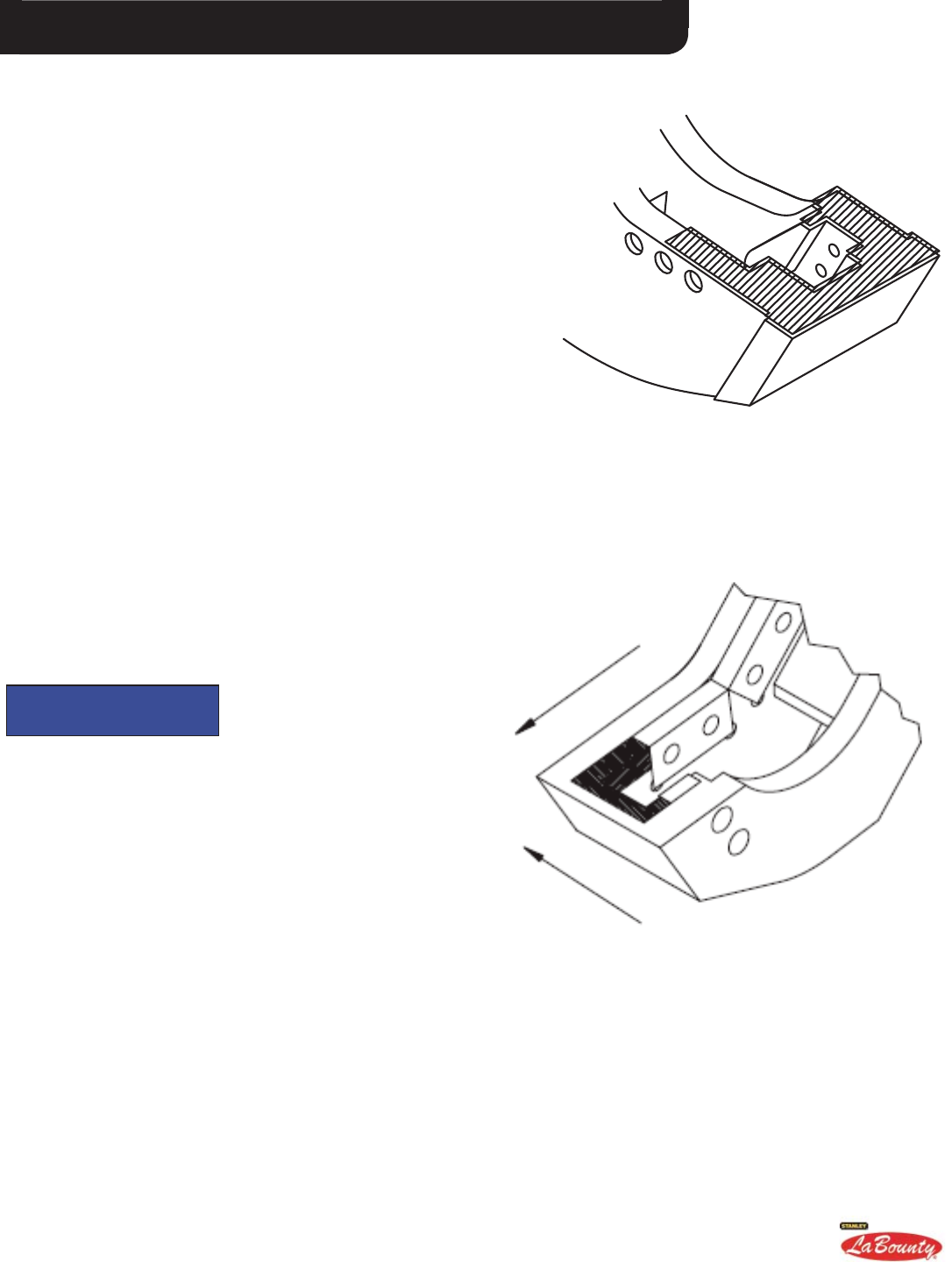
5. For required build-up, apply AWS 7018 welding
rod in single passes running with the grain (see fig-
ure 6-6). Peen each pass. Grind all edges to 90º
NOTICE
Check temperature during this procedure. Maintain
300-400°F (150-200°C).
BUILD UP TEMPLATE
FIGURE 6-5
FIGURE 6-6
GRAIN
GRAIN