MSD 7R SHEARS
Page 18 Section 5 Maintenance
GENERAL BUILD-UP AND
HARDSURFACING
continued
IMPORTANT
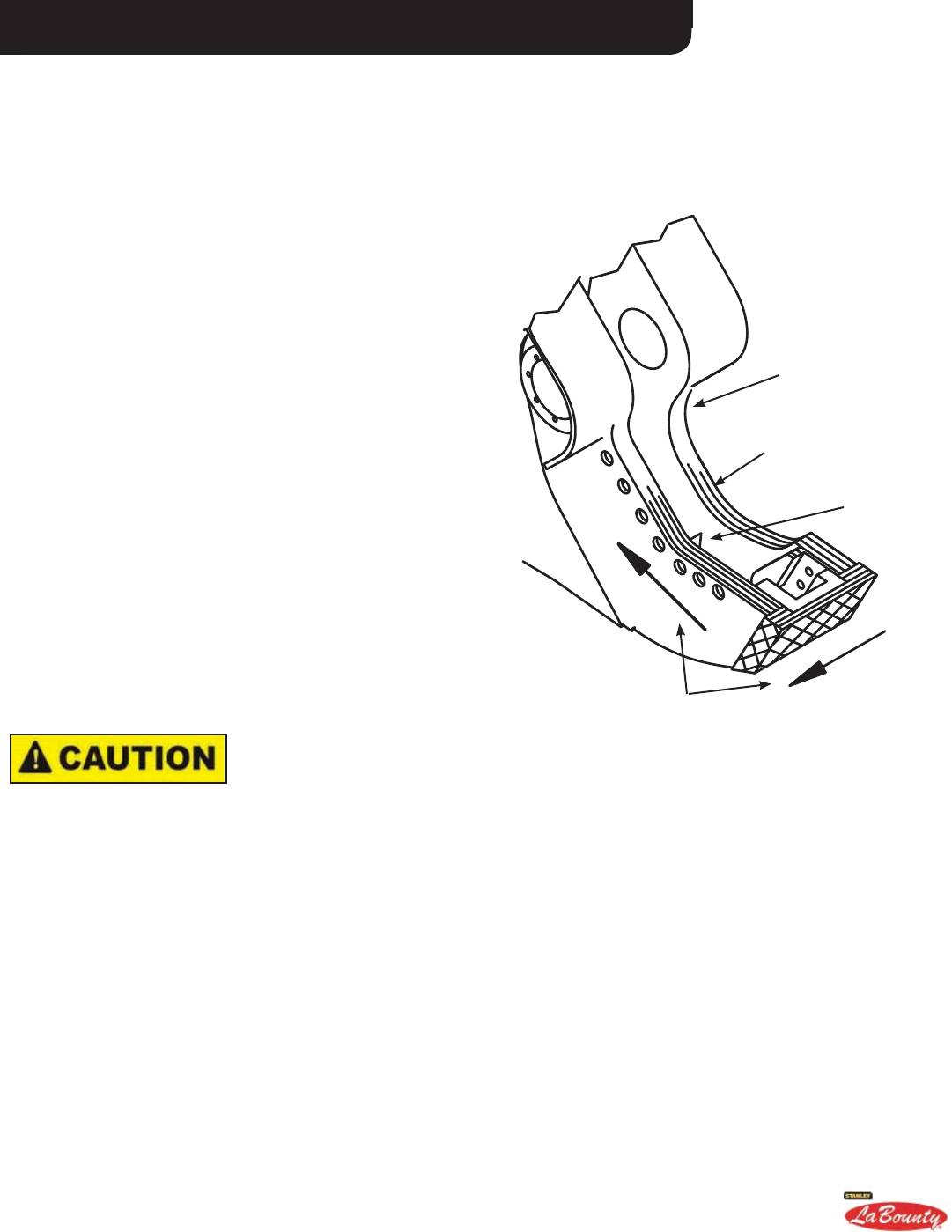
1. ALWAYS hardsurface in the direction of the grain of
the steel (see fi gure 5-6).
2. Use an air operated slag peener on each pass of all
welds to stress relieve.
3. DO NOT start and/or stop bead in the apex be-
tween blades.
4. DO NOT start and/or stop bead within 1" (25mm) of
a blade bolt hole.
5. Stagger the ends of the adjacent beads. DO NOT
stop or start beads in a straight line with each other.
6. Grind end of hardsurfacing bead smooth, tapering
for 1-1/4" to 1-1/2" (31-38mm) to parent material. DO
NOT undercut with grinder. Grind marks going with
the grain.
7. DO NOT hardsurface into the throat area of the low-
er or upper shear; doing so can cause surface cracks
which may develop into major structural failures.
8. Check temperature frequently to maintain 300-
400ºF (150-200ºC). DO NOT exceed 450ºF (230ºC).
9. NEVER operate a shear following repairs without
fi rst allowing it to cool slowly to ambient temperature.
FIGURE 5-6
APEX
STAGGER WELDS
THROAT
Paint removal and grinding can be hazardous and cause personal injury.
• Remove paint before welding or heating. Hazardous fumes can be generated when paint is heated.
• If you sand or grind paint, avoid breathing the dust. Wear an approved respirator.
• If you use solvent or paint stripper, remove stripper with soap and water before welding. Remove
solvent, paint stripper containers and other fl ammable material from area.
• Provide a fi re extinguisher during all cutting and welding operations. Clean areas to be cut or
welded of oil and fl ammable materials. Protect all fl ammable areas from sparks.
• Do all work in a well-ventilated area. Dispose of paint and solvent properly.
DIRECTION OF GRAIN