MSD 7R SHEARS
Maintenance Section 5 Page 19
UPPER PIERCING TIP BUILD
UP AND HARDSURFACING
Blade maintenance must be performed before any
piercing tip build-up or hardsurfacing is done.
For maximum piercing effi ciency, the piercing tip
should be checked daily for wear. If the tip is badly
worn, build-up and hardsurface is required.
It is recommended that piercing tip maintenance be
done at the end of the working day to allow ade-
quate cooling time before putting the shear back into
production.
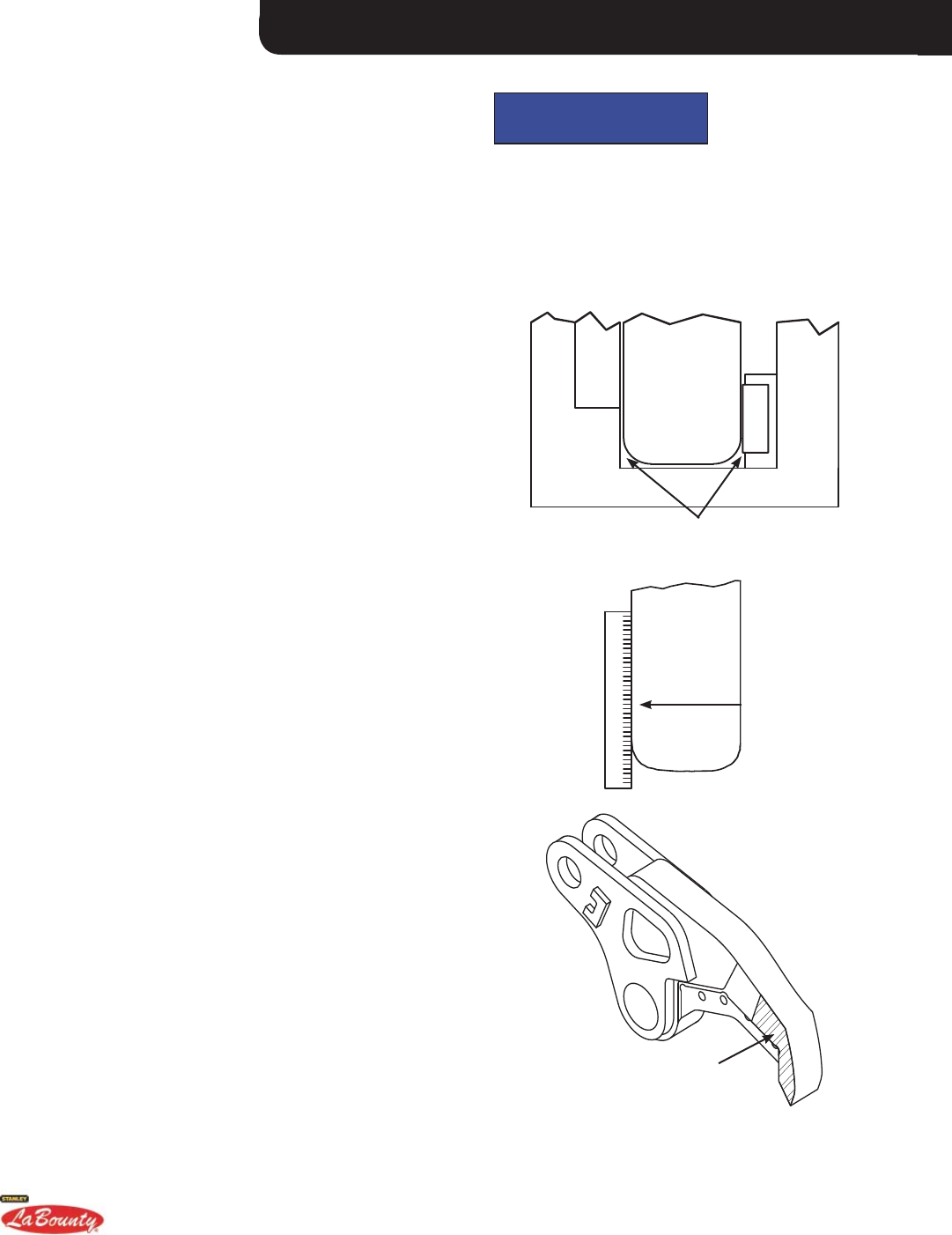
1. To check for wear, close the shear to a position
that the piercing tip is just entering into the lower
jaw of the shear (see fi gure 5-7). The piercing tip
should fi t squarely into the lower jaw. To determine
how much build-up is required, place a straight edge
along cutting blades and extend beyond tip, or use
the upper template supplied by LaBounty. There will
be a gap indicating how much build-up is required
(see fi gures 5-8 and 5-9).
2. Clean all dirt and grease from area to be built-up.
3. Preheat the area to be built-up and the surround-
ing area to 300 - 400° F (150 - 200° C) (use melt
stick). Test area frequently, as overheating can harm
the shear (maximum 450°F / 230° C). Temperature/
melt sticks are available from LaBounty.
4. Apply AWS E7018 welding rod. Each pass must
be stress relieved and slag removed by peening
vigorously.
5. To hardsurface the build-up just completed, using
Amalloy 814 or equivalent, apply single passes, 1/2"
(13 mm) apart. No more than two layers of this rod
should be used.
6. When build-up and hardsurfacing are complete,
grind weld square. After welding and grinding have
been completed, peen the welded area until it is
shiny or until the peener cannot dent the weld any-
more (fi ve to ten minutes). This will work harden the
welded area.
LOWER PIERCING AREA
FIGURE 5-7
NOTE WEAR
FIGURE 5-9
Check temperature often during this proce-
dure. (Maintain 300 - 400ºF/150 - 200ºC.)
FIGURE 5-8
STRAIGHT EDGE
BUILD-UP TEMPLATE
NOTICE